南通第二机床有限公司
中国平面磨床四大生产基地,专业生产立轴磨床、卧轴磨床、龙门数控磨床
0513-87119922
平面磨床是机械加工中常用的~种机床,对运动平稳性、换向精度及换向频率都有较高的要求。采用行程换向阀的换向方法。
(1)换向冲击问题
图1所示为采用行程换向阀换向。图中换向阀芯上连出一拨杆,利用工作台上的行程挡块推动拨杆来实现自动换向。当换向阀芯在工作台慢速运动中到达中间位置时,无论液压缸左右两腔都与压力油连接还是与回油路连通或是被封闭,此时液压缸的两油腔都无液压力,均可使工作台停止运动;阀芯也因此不能到达另一端’这样就出现了所谓的“死点”。当工作台高速运动时,挡块推动拨杆致换向阀快速地变换方向,液压缸一侧的油腔压力突然由工作压力户降为零压,而另一侧油腔则由零压突然上升到p,这样一来就引发了极大的换向冲击。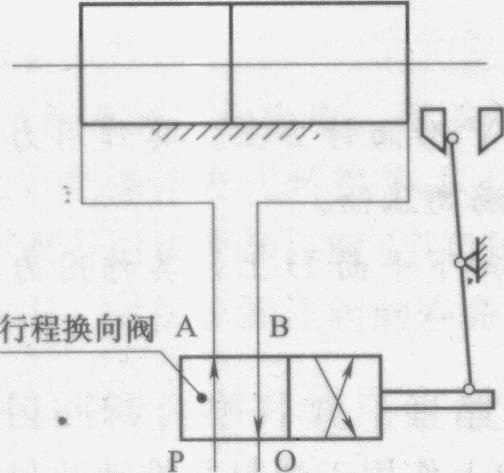
图1采用行程换向阀的回路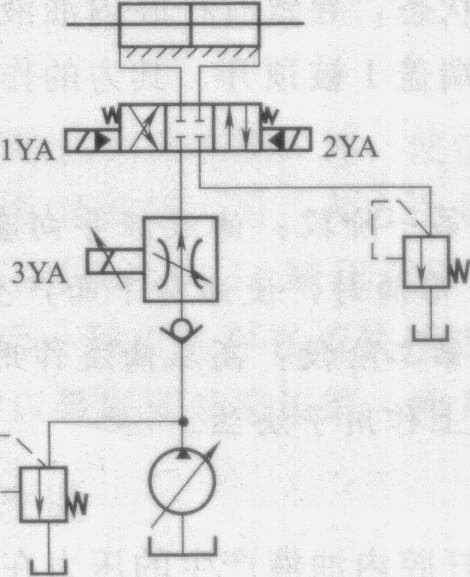
图2 采用比例阀的回路
(2)解决方案
图2所示为电液比例阀系统。这种系统的阀芯位移是由微机输入的控制曲线来决定的,因此能对比例闷阀芯开度大小适行适时调节,以适应各种不同的工况。采用该液压换向系统再配合以理想的控制曲线,平面磨床就能实现理想在而又平稳无冲击的换向过程。在此进程中,磨床工作台的动能同样是通过节流作用转化为热能而被消耗的。对于大型高速平面磨床来说,该接向系统具有很高的应用价值。