1、实训目的熟悉M1432A型万能外圆磨床的基本操作。
2、实训要点练习M1432A型万能外圆磨床的基本操作,如停车、开车等。
3、实训内容 M1432A型万能外圆磨床的操作系统如图3所示。
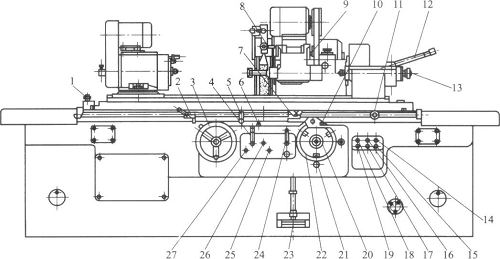
图 N1432A型外圆磨床操作系统图
1-放气阀;2-工作台换向挡块(左);3-工作台纵向进给手轮;4-工作台液压传动开停手柄;5-工作台换向杠杆;6-头架点转按钮;7-工作台换向挡块(右);8-冷却液开关手把;9-内圆磨具支架非工作位置定位手柄;10-砂轮架横向进给定位块;1l-调整工作台角度用螺杆;12-移动尾架套筒用手柄;13-工件顶紧压力调节捏手;14-砂轮电动机停止按钮;15-冷却泵电动机开停选择旋钮;16-砂轮电动机起动按钮;17-头架电动机停、慢转、快转选择旋钮;18-电器总停按钮;19-液压泵起动按钮;20-砂轮磨损补偿旋钮;21-粗细进给选择拉杆;22-砂轮架横向进给手轮;23-脚踏板;24-砂轮架快速进退手柄;25-工作台换向停留时间调节旋钮C右);26-工作台速度调节旋镪;27-工作台换向停留时间调节旋钮(左)
项目三磨床的维护与保养
1)停车练习
(1)手动工作台纵向往复运动。顺时针转动纵向进给手轮3,工作台向右移动,反之工作台向左移动。手轮每转一周,工作台移动6mm。
(2)手动砂轮架横向进给移动。顺时针转动砂轮架横向进给手轮22,砂轮架带动砂轮移向工件,反之砂轮架向后退回远离工件。当粗细进给选择拉杆21推进时为粗进给,即手轮22每转过一周时砂轮架移动2 mm,每转过一小格时砂轮移动0.01 mm;当拉杆21拨出时为细进给,即手轮22每转过一周时砂轮架移动0.5 nlln,每转过一个小格时砂轮架移动0.002 5 mm。同时为了补偿砂轮的磨损,可将砂轮磨损补偿旋钮20拔出,并顺时针转动,此时手轮22不动,然后将磨损补偿旋钮20推入,再转动手轮22,使其零程撞块碰到砂轮架横向进给定位块10为止,即可得到一定量的高程进给(横向进给补偿量)。
2)开车练习
(1)砂轮的转动和停止。按下砂轮电动机启动按钮16,砂轮旋转,按下砂轮电动机停止按钮14,砂轮停止转动。
(2)头架主轴的转动和停止。使头架电动机旋钮17处于慢转位置时,头架主轴慢转;使其处于快转位置时,头架主轴处于快转;使其处于停止位置时,头架主轴停止转动。
(3)工作台的往复运动。按下液压泵启动按钮19,液压泵启动并向液压系统供油。扳转工作台液压传动开停手柄4使其处于开位置时,工作台纵向移动。当工作台向右移动终了时,挡块2碰撞工作台换向杠杆5,使工作台换向向左移动。当工作台向左移动终了时,挡块7碰撞工作台换向杠杆5,使工作台又换向,向右移动。这样循环往复,就实现了工作台的往复运动。调整挡块2与7的位置就调整了工作台的行程长度,转动旋钮26可改变工作台的运行速度,转动旋钮25或27可改变工作台行至右或左端时的停留时间。
(4)砂轮架的横向快退或快进。转动砂轮架快速进退手柄24,可压紧行程开关使液压泵启动,同时也改变了换向阀阀芯的位置,使砂轮架获得横向快速移近工件或快速退离工件。
(5)尾座顶尖的运动。脚踩脚踏板23时,接通其液压传动系统,使尾座顶尖缩进;脚松开脚踏板23时,断开其液压传动系统使尾座顶尖伸出。
4、操作要点
操作过程中应注意以下两点:
(1)对于机床上的按钮、手柄等操作件,在没有弄清其作用之前,不要乱动,以免发生事故。
(2)发生事故后,要立即关闭总停按钮
静态混合设备维修计划编制