1.图样和技术要求分析
图1所示为一圆弧形导轨,材料45钢,热处理淬硬48-52HRC,高和宽四面均已磨削加工,现要求磨削?20±0.04mm半圆弧面,表面粗糙度Ra0.4Чm,圆弧轴线对公差为0.01mm,对侧面的平行度公差为0.02mm。
根据工件材料和加工要求,进行如下选择分析。
(1)砂轮的选择。所选砂轮的特性为WA60K5V,修整砂轮用金刚石笔。
(2)装夹方法。工件用电磁吸盘装夹,并百分表找正,工件侧面与工作台纵向的平行度误差在0.01mm以内,装夹前应清理工件和工作台。
(3)磨削方法。用修整砂轮圆弧工具将砂轮修成R10mm的凸圆弧,调整金刚石笔位置(垫量块组控制),以便于获得精确的圆弧尺寸。用切入磨削法粗、精磨半圆弧,磨前注意对刀。粗磨后要精修整砂轮圆弧,以保证磨削精度和表面粗糙度。
(4)切削液的选择。选用乳化液切削液,并注意充分的冷却。
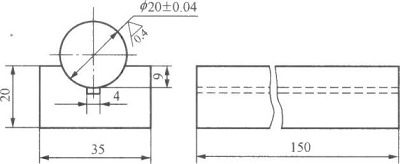
技术要求:1.材料45钢,热处理淬硬48~52HRC;2.圆弧庐20±0.04轴线对底平面的平行度公差为0.01ram对侧面的平行度公差为0 02ram。
图1圆弧形导轨
2.操作步骤、技巧与诀窍
在M7120A卧轴矩台平面磨床上进行磨削操作。
(1)操作前检查、准备。
1)清理电磁吸盘工作台面和工件表面,去除毛刺,将工件装夹在电磁吸盘上。
2)找正工件侧面与工作台纵向运动方向的平行度,误差不大于0.01mm。
3)修整砂轮,用修整圆弧砂轮工具将砂轮修成R10mm凸圆弧。
4)检查磨削余量。
5)调整工作台,找正砂轮与工件圆弧相对位置,并调整工作台行程挡铁位置。
(2)粗磨圆弧。用切入磨削法粗磨圆弧,注意接刀光滑,留0.03-0.06mm精磨余量。
(3)精修整砂轮。修成R10mm的凸圆弧。
(4)精磨圆弧。用切入磨削法精磨圆弧,保证?20± O.04mm尺寸,圆弧轴线对底平面的平行度误差不大予0.01mm,对侧面的平行度误差不大于0.02mm,表蔼粗糙度Ra0.4Чm。
本例的操作要领是要正确修整好砂轮的形状尺寸,找正工件与砂轮的相对位置。