绝大多数磨削工作均由高速回转的砂轮进行切削,而
平面磨床砂轮(磨具)又是一种脆性物体,在其制造、运输和使用过程的各个环节中,有许多因素影响其强度,从而影响使用时的安全性。图列出了影响磨具安全使用的各种因素。
磨具的安全使用
磨具的运输与保管
磨削操作
砂轮的安全速度
砂轮的装夹
砂轮的平衡
磨削时的安全操作
磨具的安全防护
①磨具的运输与保管 为避免磨具在运输和保管过程中受到损伤,必须注意以下事项。
a.长途运输时要用木箱或柳条筐妥善包装,并用稻草或锯末等软质物质将磨具分隔开。搬运时要防止碰撞和冲击,堆放要稳当。
b.陶瓷磨具不要放在潮湿或冰冻的地方;橡胶磨具不宜与油接触;树脂磨具不能与碱接触,否财会降低磨具的强度及其磨削能力。
c.磨具应存放在于燥的地方,室温不应低于5度。
d.磨具应按规格分开放置,存放处应设有标志,以免出现混乱和差错。
e.放置位置和设置方法应视磨具形状和大小而定。较大直径或较厚的砂轮采用直立或稍倾斜地摆放,较薄和较小的砂轮应平叠摆放,但叠放高度不要超过500~600mm。橡胶或树脂薄片砂轮的叠放高度要在200mm以下,并在其上下各放一块平整的铁板,可防止砂轮变形或破裂。小直径砂轮(50mm以下者)可用绳索串起来保管。碗形、杯形和碟形等异形砂轮应将其底朝下一个一个地叠放,但放置高度不要太高。
f.橡胶和树脂都有“老化”现象,所以这两类结合剂的磨具存放期一般不能超过一年。超过存放期的磨具,必须重新检查后才能使用。
g.经过改制后的砂轮,必须重新经过回转检验后才能使用。
②砂轮的安全速度为了不致造成差错,砂轮上均印有安全工作速度的标志,特别是高速砂轮,更应有醒目的特殊标志。必须按砂轮上标志的工作速度使用。普通磨具的最高工作速度见表2—12。
表 普通磨具的最高工作速度(摘自(二B2494 1995)
序号 | 磨具名称 | 形状代号
| 最高工作速度/m.s-1 |
陶瓷结合剂 | 树脂结合剂 | 橡胶结合剂 | 菱苦土结合剂 | 增强树脂结合剂 |
1 | 平形砂轮 | 1 | 35 | 40 | 35 | - | - |
2 | 丝锥板牙抛光砂轮 | 1 | - | - | 20 | - | - |
3 | 石墨抛光砂轮 | 1 | - | 30 | - | - | - |
4 | 镜面磨砂轮 | 1 | - | 25 | - | - | - |
5 | 柔性抛光砂轮 | 1 | - | - | 23 | - | - |
6 | 磨螺纹砂轮 | 1 | 50 | 50 | - | - | - |
7 | 树脂重负荷钢坯修磨砂轮 | 1 |
| 50~60 | - | - | - |
8 | 筒形砂轮 | 2 | 25 | 30 | - | - | - |
9 | 单斜边砂轮 | 3 | 35 | 40 | - |
|
|
10 | 双斜边砂轮 | 4 | 35 | 40 | - |
|
|
11 | 单面凹砂轮 | 5 | 35 | 40 | 35 |
|
|
12 | 环形砂轮 | 6 | 30 | 35 |
|
|
|
13 | 双面凹一号砂轮 | 7 | 35 | 40 | 35 |
|
|
14 | 双砥凹二号砂轮 | 8 | 30 | 30 |
|
|
|
15 | 碗形砂轮 | 11 | 30 | 35 |
|
|
|
16 | 碟形砂轮 | 1 2a 12b | 30 | 35 | - |
|
|
17 | 单面凹带镶砂轮 | 23 | 35 | 40 |
|
|
|
18 | 双面凹带锻砂轮 | 26 | 35 | 40 |
|
|
|
19 | 钹形砂轮 | 27 | - | - |
|
| 60~80 |
20 | 砂瓦 | 31 | 30 | 30 |
|
|
|
21 | 螺栓紧圈平形砂轮 | 36 | - | 35 | - |
|
|
22 | 单面凸砂轮 | 38 | 35 | - | - | - |
|
23 | 薄片砂轮 | 41 | 35 | 50 | - |
|
|
24 | 磨转子槽砂轮 | 41 | 35 | 35 |
| - | 60~80 |
25 | 碾米砂轮 | JM1-7 | 20 | 20 |
| - |
|
26 | 菱虫砂轮 |
| - | - |
| 20~30 |
|
27 | 磨保安刀片砂轮 | JD1-3 | - | 25 |
| 25 |
|
28 | 高速砂轮 |
| 50~60 | 50~60 |
|
|
|
29 | 磨头 | 52 53 | 25 | 25 |
|
|
|
30 | 棕刚玉30 #及更粗及更硬砂轮 | - | 40 | 40 |
|
|
|
31 | 缓进给强力磨砂轮 | - | 35 | - |
|
|
|
32 | 小砂轮 | - | 35 | 35 |
|
|
|
注:特殊最高速度的磨具,应按用户要求制造,但必须有醒目标志。
③砂轮的装夹
a.砂轮安装前,必须校对其安全工作速度;标志不清或无标志的砂轮,必须重新进行回转检验。
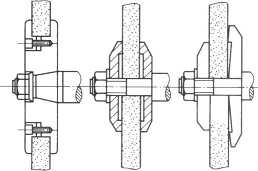
(a)砂轮装在(b)砂轮直按装 (c)镑谡安豢法兰盘上
图 砂轮的安装
b.安装砂轮前,要用木槌轻敲砂轮,如发现砂轮(特别是陶瓷砂轮)有哑声时,说明砂轮内部可能存在裂纹,这种砂轮不能使用。
c.夹在砂轮两边的法兰盘,其形状、大小要相同。法兰盘的直径一般为砂轮直径的一半,内侧面要有凹槽。在砂轮端面与法兰盘之间。要垫上一.块厚度为1~2turn的弹性纸板或皮革、耐油橡胶垫片,垫片的直径应稍大于法兰盘的外径。图(a)、(b)所示为正确安装,图2(c)所示为错误安装。
d.应依次对称地拧紧法兰盘螺钉,使夹紧力分布均匀。但不得用力过大,以免压裂砂轮。
e.砂轮装好后,应经过一次静平衡才能装到
磨床上去。如果采用图(b)所示安装法,或者装在没有平衡块的小法兰盘上,则应检查砂轮的径向偏摆。偏摆过大时,要重新安装砂轮。
④砂轮豹平衡引起砂轮不平衡的原因很多:砂轮的几何形状不对称,两端面不平行,外周与孔不同心。砂轮各部分的组织不均匀,装夹时砂轮偏心和磨削过程中砂轮的不均匀磨损等,都是造成砂轮不平衡的重要原因。
砂轮不平衡质量的存在使砂轮的重心偏离回转曲线。砂轮旋转时,便产生一个离心力P(图2-29)。此力的大小与砂轮的转速有直接关系。例如,一个外径为400mm的砂轮,其重量(w)约为110N,假设偏心e=lmm,当砂轮转速挖。
如果是高速磨削,则砂轮转速3000r/rain,此时离心力可高达1107N。
这样大的离心力不仅使轴承受到方向不断变化的径向力P。和Pb的作用而加速磨损,砂轮主轴也因此而产生强迫振动,影响被加工工件的表面质量,甚至可能导致砂轮破裂。因此,为使砂轮能平稳而安全地工作以获得良好的磨削效果,对于直径大于250mm的砂轮,都需要进行仔细的平衡。
砂轮的平衡方法有三种:静平衡、动平衡、自动平衡。
a.砂轮的静平衡。砂轮的静平衡如图2—30所示。平衡架由两个立柱2和底座1组成,每个立柱上均有一个圆柱支承3(或棱形刀口)。圆柱支承经过淬火和精磨,并严格校正至水平位置。需要平衡的砂轮装夹在法兰盘上,并套在平衡心轴4上,然后放到圆柱支承上进行平衡。下面介绍两种静平衡方法。
重心平衡法:这种方法是首先找出重心位置,然后装上平衡块进行平衡。
找重心的方法:将砂轮套入平衡心轴,放到平衡架圆柱支承上轻轻滚动。如果砂轮熏心与旋转轴心重合,砂轮无论滚到什么角度都可停下静止不动;如果不重合,则因偏心e[图(a)]而产生对轴线X的转动力矩,使砂轮在圆柱支承上来回摆动,摆动停止时,其重心必处于通过轴心的垂线下方位置[图(b)]。
重心找到以后,在重心相反的方向、半径为R的卡盘圆槽中紧固一个重量为W。的第一块平衡块,则砂轮达到平衡。但有时用一块平衡块很难达到要求,因此必须在对称于平衡块7"1,处紧固另外的两块或多块重量相等的平衡块,同时沿圆槽对称地移动此平衡块,直到使砂轮达到平衡为止。
三点平衡法:将重量相等的三块平衡块。等分固定在砂轮法兰盘的圆槽上,先取任意一块放在垂直方向的上方,如果砂轮重心与回转中心重合或者重心与圆转中心在同一垂线上时,砂轮都将静止不动,爵将另外两块平衡块。分别转到垂线的上方,若砂轮仍然不动,说明砂轮是平衡豹,如果砂轮顺时针方向转动,说明重心在右边的某一位置,需将平衡块竹,向左移动P1的距离,使砂轮处于暂时的平衡,此时各平衡块和砂轮重心所产生的转动力矩将满足下述平衡方程的要求:
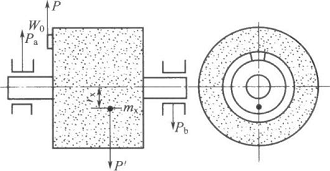
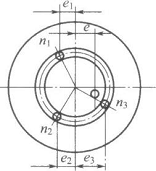
图 砂轮的动态不平衡 图用三点平衡法平衡砂轮
将砂轮转过120°,使平衡块行,转到垂线的上方,此时砂轮又可能处于不平衡状态,需将平衡块竹:向右移动,使砂轮再次平衡。
用上述方法移动平衡块n3,使砂轮又处予平衡状态。通过一次调整三块平衡块的位置,砂轮往往还不能在任何角度都达平衡,两只是逐渐趋于平衡。反复调整数次,砂轮即可达到平衡。
b.砂轮的动平衡。经静平衡后的砂轮,一般可以满怒一定的使用要求。但是,由于受平衡架导轨的水平精度、平衡心轴的圆度及滚动摩擦等因素的影响,静平衡的精度仍不太高。对于大直径砂轮,由于重量很大,静平衡时不仅劳动强度很大,费时较多,同时由于过大的重量会使平衡架和平衡心轴产生变形,因而会影响静平衡精度。此外,用静平衡法平衡宽砂轮时只能达到静态平衡,当砂轮高速旋转时,又可能产生动态不平衡。如图2—34所示,在砂轮上有一不平衡量mx,距砂轮回转中心的距离,则转动力矩为。此时可以用静平衡法在砂轮的左端或者右端的法兰盘圆槽上固定一定重量的平衡块,使砂轮达到平衡。但当整个组件高速旋转时,便会产生两个数值相等、方向相反的离心力P 7和P,从而产生力矩,此力矩有使整个组件沿其作用方向转动的趋势,并给每个轴承座一定的支反力P。和P b。当轴旋转时,作用于轴承座上的支反力的方向不断变化雨引起振动。因此,对于高精度磨床和大砂轮、宽砂轮磨床,要采用动平衡方法,方能达到较好的平衡效果。
砂轮的动平衡可用HYQ022A动平衡仪(上海机床厂生产)进行。HYQ022A动平衡仪由传感器、电子仪器和闪光灯组成。砂轮组件的不平衡所引起的振动,由传感器接收转换成电信号,经放大器放大,一方面在仪器上指示出不平衡量的大小,另一方面通过闪光灯发出的同步闪光信号显示出砂轮组件重心偏移的方位,找出砂轮组件的不平衡重量和方位后,通过加平衡块或移动平衡块的位置,便可使砂轮组件达到动平衡。
c.砂轮的自动平衡。经过静平衡或动平衡的砂轮,由于使用过程中的多次修整和对磨削液吸附的差异,以及磨削过程中的不均匀磨损等,会使砂轮产生新的动态不平衡。因此,在高精度磨削和高速磨削时,常采用砂轮自动平衡装置,对砂轮的不平衡情况随时进行检测,并加以自动补偿,使砂轮在磨削过程中始终保持良好的平衡状态。
我国已研制出多种砂轮自动平衡装置,均可获得较好的平衡精度,具有一定的实用价值。