平面磨床砂轮修整方法有单粒金刚石修整、金刚石粉末烧结型修整器修整和金刚石超声波修整。一般修整时,修整器安装在低于中心1~2mm处,并向上倾斜10°~15°,如图3所示,使金刚石受力小,使用寿命长。
修整用量包括修整导程,d、修整深度M口d、修整次数和光修次数。修整导程,d与磨Il粒微刃的数量和微刃的等高性有很大关系,如图6—4所示,一般取值为0.02~0.04mm/r。 上、若取值过小,则可能发生磨削烧伤。修整深度口d对表面粗糙度的影响如图6-5所示。随着ad的减小,工件表面粗糙度R。减小,这是因为a d减小后,修整力减小,使砂轮表面产生数量多、等高性好的微刃,一般口d取为2.5pm/单行程。
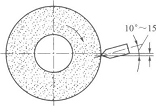
金刚石修整器的安装位置