1.凸轮靠模仿形磨削诀窍
凸轮靠模仿形磨削在凸轮磨床上进行,其原理如图1所示。靠模4和工件3安装在同一条轴线上,同相位回转,滚轮6在弹簧2作用下紧靠凸轮靠模4,摇架1带动靠模4和工件3摇摆,砂轮5迸给。
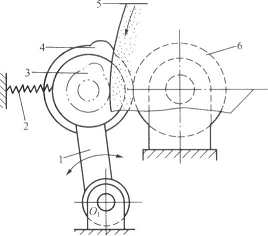
图1凸轮靠模仿形磨削原理
1-摇架;2-弹簧; 3-工件;4-靠模;5-砂轮;6-滚轮
凸轮靠模仿形磨削的要点如下:
(1)按工件凸轮形状、数量和相角制备一套相应靠模。凸轮形状精度主要取决于母凸轮和靠模精度,其精度要求在0.005mm以内。
(2)正确调整夹具,保证靠模和工件凸轮的对称中心线与工作键槽的相对位置。
(3)反磨靠模时,横进给手轮反向操作,使砂轮架带着导轮后退以实现砂轮进给,被修磨的靠模尺寸大小及基圆跳动量要精确测量,使误差尽量减小。
(4)磨削凹形凸轮时,应先计算出凹形处曲率半径,砂轮半径必须小于工件曲率半径。
(5)成批生产时,要定期测量凸轮形状和相位角,并根据情况调整机床或修磨、更换靠模。
2.轧辊磨削诀窍
台面回转式轧辊磨削原理如图2所示。工作台纵向移动,长臂6顶在直尺4或5上,上工作台1同时绕定位柱。回转,形成凸、凹轧辊面。
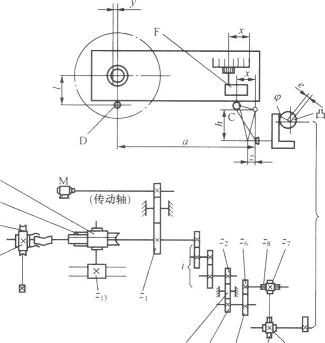
图3砂轮架摆动式轧辊磨削原理
砂轮架摆动式轧辊磨削原理如图3所示。砂轮架滑板电动机M通过变速齿轮将运动传动到之后分成两路:其一,通过Z11、Z12直至Z13。完成滑板纵向移动;其二,通过i直到Z9、Z10转动凸轮,并推动直角杆A、B、C,使砂轮架绕支点D回转,砂轮即在工件长度的不同截面上磨出不同尺寸的直径。移动机构F用以调整轧辊形面的凸凹量。